
Milling Machine Field Maintenance & Support
Support For Your Milling & Dispersion Equipment
Avoid costly downtime issues and maximize your milling, dispersion, and mixing equipment efficiency with industry-leading support from Hockmeyer! We are dedicated to helping you maximize the potential of your equipment by providing exceptional assistance and support.
FOR WET GRINDING, DISPERSING AND MIXING
-

Milling Technology
Achieve maximum particle size reduction with immersion mills that blend milling and mixing into one action.
View Milling Technology
-

High Viscosity Mixers
Hockmeyer mixers are known to be robust and versatile machines that will continue to generate a strong return on investment year after year.
View High Viscosity Mixers
-
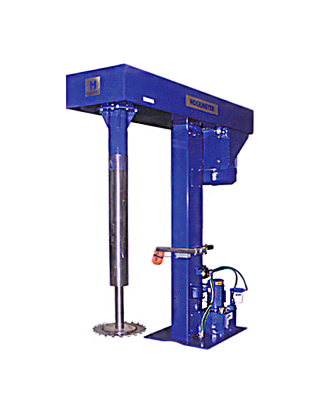
Dispersers and Agitators
Attain a more uniform mix, thorough dispersion, and wetting, and keep your solutions and liquids homogenized with our line of powerful dispersers and agitators.
View Dispersers and Agitators
-
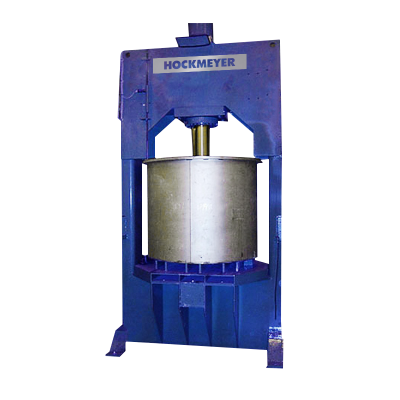
Discharge Presses
Designed for heavy-duty manufacturing applications, our discharge presses are ideal for reducing labor costs while maintaining product quality during evacuation or transfer.
View Discharge Presses
-
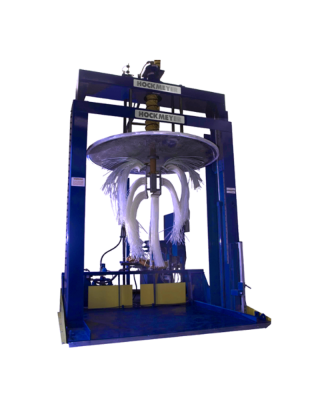
Vessel Washer
Effectively and efficiently clean any size tank, tote, or drum in your facility while reducing labor costs and time-to-clean.
View Vessel Washer
-

Accessories
From tanks to blades, we provide a wide range of options designed to expand the abilities of your mixing, milling, and dispersion equipment.
View Accessories
-

Lab Pilot Equipment
Created with flexibility in mind, take your products from benchtop to factory floor without flexible line of lab mills and mixers.
View Lab Pilot Equipment








Test Your Product Free. Schedule a Test Today!
At Hockmeyer, we're committed to making your product the highest quality possible, whether you need milling, mixing, dispersion or agitation. Schedule your product to be tested in one of our demo machines and see the Hockmeyer difference for yourself.
About Hockmeyer
CUSTOMIZED MILLING AND DISPERSION EQUIPMENT. BEACUSE YOUR NEEDS ARE UNIQUE.
Hockmeyer Equipment Corporation has been providing process solutions for over 90 years. A leader in the wet grinding and dispersion industry offering custom-designed equipment of the highest quality available. Our goal is to increase the profitability of our customers through continuous innovations in process technology.
Testing, Parts & Maintenance

Stock Machines & Tanks NEW & USED
Our dedication to customer satisfaction doesn’t stop with the purchase.

Field Training & Support
Hockmeyer is dedicated to providing best-in-class support to maintain the lifespan and efficiency of your Hockmeyer equipment.

Customer Testing-Applications Lab
Don’t trust promises, trust results! Hockmeyer offers it’s Customer Service Laboratory to show you exactly how our equipment will increase your product quality and efficiency!


News & Articles
-

Dispersers and Immersion Mills
Common Challenges in Industrial Mixing and Milling, and How to Overcome Them
-

Dispersers and Immersion Mills
Safety Measures in Industrial Mixing and Milling: Protecting Personnel and Equipment
-

Dispersers and Immersion Mills
Cost-Saving Strategies in Immersion Milling and Dispersion


